
穴あけ加工の代表的な加工方法
穴あけ加工は単純に丸い穴をあけるだけでなく、さまざまな形状や用途によって、加工方法を使い分けます。
ぜひ以下を参考にしてみてください。
- 穴あけ加工
- 中ぐり加工
- 座ぐり加工
- リーマ加工
- タップ加工
穴あけ加工
穴あけ加工とは、ドリルなどを用いて素材にまっすぐな穴をあける加工です。
この後に行う「タップ加工」や「リーマ加工」といった他の加工のベースとなるため、機械加工においてまず押さえておきたい基本の工程です。
穴あけ加工には、ワークを貫通する「通し穴」、貫通していない「止まり穴」の2種類があります。
「通し穴」をあける際、切粉がたまらないため、加工はしやすいです。
一方、「止まり穴」は切粉がたまるため、加工しづらいですが、片面の穴が塞がっているので、見た目の良い製品に仕上げられます。
-
<通し穴> <止まり穴> 

中ぐり加工
中ぐり加工では、ドリルであけた穴に対して「ボーリングバー」(工具)を用いることで、さらに穴を広げられます。
しかし、「ビビり」(加工時に工具が振動すること)が発生したり、切粉がたまりやすかったりする難しい加工です。
そのため、工具の突き出し長さを調整し、切粉を排出しながら加工するなどの注意が必要です。
座ぐり加工
座ぐり加工とは、「座ぐりドリル」を使って素材に段付きの穴(座ぐり穴)をあける加工のこと
です。
あけた段差にボルトの頭をスッポリと隠せるため、製品の表面を平らに仕上げられます。
また、座面(ボルトの頭との接触面)を平坦にできるため、ボルトによる部材の締結を、より安定して行えます。
| <座ぐり穴> |
 |
-
リーマ加工
リーマ加工は、ドリルであけた穴に、「リーマ」と呼ばれる工具を通す加工方法です。
この加工により、穴の内径や真円度、面粗度を精度良く仕上げられます。ただし、リーマ加工前の穴(下穴)が曲がっていたり、テーパー形状になっていたりする場合、リーマ加工を行っても精度良く仕上げられません。
そのため、下穴そのものの精度も必要になります。
タップ加工
タップ加工とは、ドリルであけた下穴に「タップ」と呼ばれる専用工具を通し、内側にねじ山(めねじ)を作る加工方法です。
「ねじ切り加工」とも呼ばれます。
これまで紹介した加工は機械で行うのが一般的ですが、タップ加工は手作業で行うことも可能です。
手作業でタップ加工を行う場合、下穴が斜めだったり、タップを下穴に対して斜めに入れてしまったりすると、加工できないことが実感できます。
この難しさを実感するために、まずは手作業でのタップ加工をおすすめします。
| <めねじ> |
 |
穴あけ加工の加工(切削)条件
穴あけ加工は、素材の材質やドリルの種類によって、適切な工具の回転速度や進行速度を設定する必要があります。
適切な加工条件に設定することで、精度良く穴をあけることが可能です。
加工条件が不適切な場合、穴径が狙い通りにならなかったり、ドリルがすぐ欠けたりします。
回転速度とドリル径から切削速度(Vc)、送り量と回転速度から進行速度(送り速度(Vf))を算出できます。
| 切削速度(Vc) | 進行速度(送り速度(Vf)) |
| Vc = D × π × n / 1000 (m/min) | Vf = fr × n(mm/min) |
| D:ドリル径(mm) n:主軸回転速度(min^-1) |
fr:1回転当たりの送り量(mm/rev) n:主軸回転速度(min^-1) |
穴あけ加工に使用されるドリルの種類

ドリルには、その材質・構造・形状・シャンク(工作機械に固定するための軸部分)に対し、それぞれ種類があります。
穴あけ加工は種類によって用途や切削条件が変わるため、ここでの解説は把握しておきたい内容です。
ドリルの材質
ドリルの材質は、主にハイス鋼と超硬合金があります。
| 特徴 | ハイス鋼 | 超合金 |
| 成分 | タングステン、クロム、モリブデン | 炭化タングステン、コバルト |
| 耐摩耗性 | 普通 | 非常に高い |
| 硬さ | 高い | 非常に高い |
| 靱性・粘り | 高い | 低い |
| 価格 | 安価 | 高価 |
| 用途 | 一般的な加工に使用 | より難易度の高い加工に使用 |
ハイス鋼は、タングステンやクロム、モリブデンで構成された材質です。
安価且つ一般的な加工に使用されます。
超硬合金は、炭化タングステン、コバルトで構成された材質です。
ハイス鋼より、耐摩耗性や硬さが高く、より精度が求められる加工に使用されます。
しかし、ハイス鋼より高価だったり、靱性(粘り)が低かったりするのがデメリットです。
ドリルの構造
ドリルの構造は、主に以下の3つに分類されます。
- ソリッドドリル
- チップ交換式ドリル
- ヘッド交換式ドリル
それぞれのドリルの構造によって、コストや加工精度などが大きく変わるため、加工の目的や予算に合わせて最適なものを選ぶことが重要です。
ここからは、それぞれのドリルの特徴と使い分けのポイントについて詳しく解説します。
ソリッドドリル
ソリッドドリルは、刃先のある部分と工作機械やボール盤などに取り付ける部分(シャンク)が一体型となっています。
このドリルは製造業で広く使用される一般的なドリルです。
チップ交換式ドリル
チップ交換式は、刃先が交換可能なチップ式のドリルです。
ソリッドドリルと比べて、ドリル本体が繰り返し使えるため、コストの削減につながります。
ヘッド交換式ドリル
ヘッド交換式は、ドリルの先端部分を全て交換できるタイプのドリルです。
チップ交換式より高価ですが、より高精度の加工ができます。
ドリルの形状
ドリルの形状は、穴あけ加工の方法や用途によって、さまざまな種類があります。
ここでは、「1.穴あけ加工の代表的な種類」で紹介した、「座ぐりドリル」「リーマ」「タップ」以外の代表的なドリルを紹介します。
- フラットドリル
- センタ穴ドリル
- 段付きドリル
- 油穴付きドリル
- ガンドリル
フラットドリル
フラットドリルとは、先端角が180度のフラットな形状をしたドリルになります。
加工面が傾斜していたり、丸棒のようなアーチ状になっていたりする部材に有効です。
理由としては、先端が尖ったドリルでは、先端が滑ってしまいますが、フラットドリルでは、滑らずに安定して加工ができるためです。
デメリットは、フラットな先端面に大きな負荷がかかり、工具寿命が短くなってしまいます。
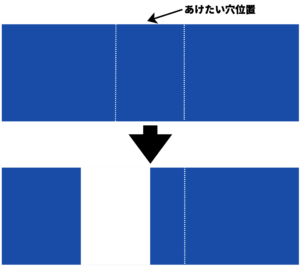
センタ穴ドリル
センタ穴ドリルとは、穴あけ前に、正確な位置に穴をあけるためのセンタ穴をあけるドリルです。
センタ穴があることで、その後の穴あけ加工時に位置ずれを防げます。
| センタ穴がない場合 | センタ穴がある場合 |
 |
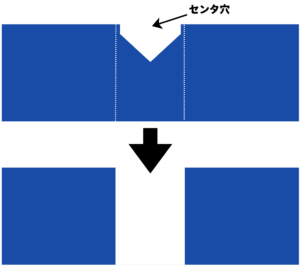 |
| 位置ずれが起きる場合がある | 正確な位置に穴があけられる |
段付きドリル
段付きドリルとは、2つ以上の異なる径をもつドリルです。
穴あけ+面取り(角部を削り、滑らかにする加工)や通し穴+座ぐり穴など、本来2本のドリルで行う加工を1本に集約できます。
油穴付きドリル
油穴付きドリルは、ドリル本体に切削油の出る穴があるドリルです。
通常、冷却性や精度を高めるために、ドリルや素材に切削油をかけながら穴あけ加工を行います。
油穴付きドリルは切削油を直接、加工する箇所に切削点に供給できるため、さらに長寿命かつ高精度での穴あけ加工ができます。
ガンドリル
ガンドリルとは、ドリルそのものが長く、深い穴を加工するためのドリルです。
深穴とは一般的に、穴径の10倍以上の深さを指します。
深い穴ほど切粉が穴の中にたまりやすいため、切粉を排出しやすいよう、油穴付きの構造となっています。
ドリルシャンクの種類(穴あけ加工)
ドリルシャンクには、主にストレートタイプとテーパタイプの2種類があります。
シャンクの違いによって、取り付ける機械が変わります。
ストレートシャンク
ストレートシャンクは、ドリル径と同じ円筒の形をしている一般的なタイプのドリルです。
径の小さいドリルに使用し、ボール盤のような小型の機械に採用されています。
テーパシャンク
テーパーシャンクとは、シャンク部が斜め(テーパー状の勾配)になっているドリルです。
テーパー形状のため、ストレートシャンクよりドリルを固定する力が大きく、より加工時の振動に強くなります。
ストレートシャンクより大径のドリルに使用され、多くの工作機械に採用されています。
穴あけ加工の不具合事例と対策
ここでは、穴あけ加工の不具合の事例と発生要因、その対策を下表にそれぞれまとめています。
表の通り、それぞれの不具合に対して、発生要因と対策が異なります。
不具合が起きた場合、まずは発生要因を特定してから対策しましょう。
| 項目 | 不具合 | 発生要因 | 対策 |
|---|---|---|---|
| 加工精度 | 穴径が大 | ドリル取付け時の振れが 大きい |
チャックの締め直し、振れ取り、 点検 |
| 穴径の ばらつき大 |
加工点に切削油を 掛ける量が少ない |
切削油を加工点に しっかり掛けるようにする |
|
| 送り速度が速い | 送り速度を遅くする | ||
| 穴の位置精度不良 | ドリル取付け時の振れが 大きい |
チャックの締め直し、振れ取り、 点検 |
|
| 穴の真円度、円筒度不良 | ドリル取付け時の振れが 大きい |
チャックの締め直し、振れ取り、 点検 |
|
| ドリルの剛性が不足 | ドリル突出し長さを短くする | ||
| 送り速度が遅い | 送り速度を速くする | ||
| ドリルへの影響 | ドリルの 早期摩耗 |
加工点に切削油を 掛ける量が少ない |
切削油を加工点に しっかり掛けるようにする |
| 切削条件が合っていない | 切削条件を変更する | ||
| ドリルの材質が 合っていない |
より耐摩耗性の高い材質に 変更する |
||
| ドリルの折損 | 送り速度が速い | 送り速度を遅くする | |
| 切粉が穴に詰まる | 油穴付きドリル使用し、 切粉を除去しやすくする |
||
| ドリル刃先の 欠け |
送り速度が速い | 送り速度を遅くする | |
| 加工点に切削油を 掛ける量が少ない |
切削油を加工点に しっかり掛けるようにする |
まとめ
穴あけ加工は、あらゆる製造業において欠かせない基本の工程です。
加工の精度やスピードは、製品の品質および生産性に直結します。
現場でのトラブルを未然に防ぎ、より質の高いモノづくりを行うためには、今回解説した基礎知識をしっかりと把握しておくことが重要です。
ドリルの適切な選び方や切削条件、不具合発生時の対策など、本記事の内容をぜひ実際の製造現場でのご活用にお役立てください。
これから製造業で活躍される皆様の参考になれば幸いです。


コメント